The automated feeding program pushes the strip associated with metal since it unrolls from the coil through all the stations of the progressive stamping die. Each station performs a number of operations till a completed part is created. The transporting web, together with metal that's punched aside in prior operations, is actually treated as scrap.
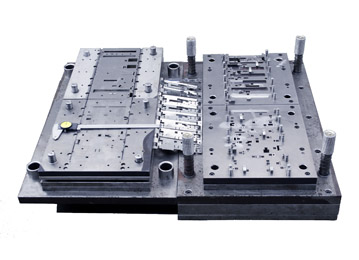
The progressive die stamping is positioned into the mechanical or even servo stamping press. Since the press series, the best die techniques up using the platen that allows the materials to feed with the die. Once the press platen techniques down, the actual die shuts and works the rubber stamping operation. With every stroke from the press, a number of completed components are stop and taken off the die. Since extra work is performed in every "station" from the die, it is necessary that the actual strip to become advanced really precisely in order that it aligns inside a few thousandths of the inch since it moves through station in order to station. Bullet formed or conical "pilots" key in previously pierced circular holes within the strip to make sure this alignment because the feeding system usually cannot supply the necessary accuracy in give food to length.
Progressive die stamping may also be produced upon transfer squeezes. These tend to be presses which transfer the actual components in one station to another by using mechanical "fingers". One of the benefits of this kind of press may be the production period time.
Among the disadvantages of progressive die stamping press is that it's not ideal for high accuracy deep drawing that is when the actual depth from the stamping surpasses the diameter from the part. Whenever necessary, this method is carried out upon move presses, which run from slower rates of speed, and depends on the mechanized fingers to keep the component in position during the whole forming period. In the situation of the actual progressive push, only the main forming cycle could be guided through spring packed sleeves or even similar, which lead to concentricity and ovality problems and no uniform materials thickness. Other drawbacks of progressive die stamping press when compared with transfer squeezes are: increased uncooked material input necessary to transfer components, tools are a lot more expensive since they're made within blocks with hardly any independent legislation per station; impossibility to do processes within the press that need the component leave the actual strip.
The progressive die stamping is positioned into the mechanical or even servo stamping press. Since the press series, the best die techniques up using the platen that allows the materials to feed with the die. Once the press platen techniques down, the actual die shuts and works the rubber stamping operation. With every stroke from the press, a number of completed components are stop and taken off the die. Since extra work is performed in every "station" from the die, it is necessary that the actual strip to become advanced really precisely in order that it aligns inside a few thousandths of the inch since it moves through station in order to station. Bullet formed or conical "pilots" key in previously pierced circular holes within the strip to make sure this alignment because the feeding system usually cannot supply the necessary accuracy in give food to length.
Progressive die stamping may also be produced upon transfer squeezes. These tend to be presses which transfer the actual components in one station to another by using mechanical "fingers". One of the benefits of this kind of press may be the production period time.
Among the disadvantages of progressive die stamping press is that it's not ideal for high accuracy deep drawing that is when the actual depth from the stamping surpasses the diameter from the part. Whenever necessary, this method is carried out upon move presses, which run from slower rates of speed, and depends on the mechanized fingers to keep the component in position during the whole forming period. In the situation of the actual progressive push, only the main forming cycle could be guided through spring packed sleeves or even similar, which lead to concentricity and ovality problems and no uniform materials thickness. Other drawbacks of progressive die stamping press when compared with transfer squeezes are: increased uncooked material input necessary to transfer components, tools are a lot more expensive since they're made within blocks with hardly any independent legislation per station; impossibility to do processes within the press that need the component leave the actual strip.
 RSS Feed
RSS Feed
